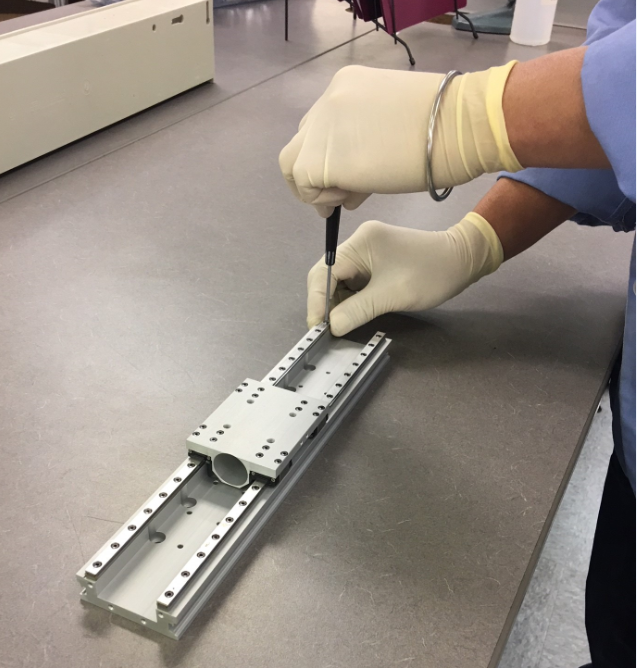
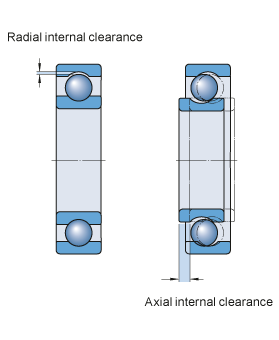
Get out the surgical gloves when working around the most fragile of bearings. Dynaroll miniature ball bearings make a dime look large. (Left)Grooves make room for adhesive to flow without raising runout. (Right)Make sure the shoulder rim clears the opposing ring when locating a bearing against a shoulder in a mating part: Maximum shaft shoulder diameter = Outer ring land diameter – clearance Minimum housing diameter = Inner ring land diameter + clearance A clearance of >0.01 in. allows for normal tolerances. Also, make the shoulder corner radius ra less than the bearing fillet radius, r, so bearings fully seat against shoulders. Most bearing catalogs give these specs. Miniature and instrument-sized ball bearings excel in jobs needing predictable levels of torque, runout, and stiffness. Here, tolerances and finishes measured in millionths of an inch boost precision. However, small size and thin raceways make miniature bearings vulnerable to damage from contamination and high handling forces. Bearing makers typically package the units in Class 100 clean rooms after final inspection because even submicron particles can raise torque and noise levels and shorten bearing life. For users, a clean room or laminar flow workbench is recommended but not required for most assembly jobs,…