Damaged bearings lead to downtime and lost productivity. Find out how to prevent the damage before it’s too late.
The top bearing “killers,” or causes of damage and premature end of bearing life, are inadequate lubrication, contamination, overload, and improper handling and installation. They affect cylindrical, spherical, needle, tapered, and ball bearings. When they strike, they force companies to pay for repairing and replacing both the bearing and adjacent components that get damaged such as housings and shafts. Bearing killers also lower a plant’s operating efficiency, increase downtime, and, in the worst cases, injure workers.
Here’s how engineers can monitor and prevent these four bearing killers.
OEMs and bearing suppliers typically specify the right lubricant amount, type, grade, supply system, replenishment cycle, viscosity and additives for bearings. They can also help select lubricants for bearings based on history, loading, speeds, sealing, service conditions, and expected life.
Manufacturers and distributors should also make detailed recommendations on storage, shelf life, delivery, filtration, and other precautions. And if any conditions change, even those that appear insignificant, the lubricant supplier should be consulted.
Inadequate lubrication
Inadequate lubrication is the major bearing killer. It can be broken down into eight basic categories: overfilling, underfilling, incorrect specification, mixing or incompatibility, incorrect lubrication and intervals, deteriorated grease or oil, water contamination, and particulate contamination.
OEMs and bearing suppliers typically specify the right lubricant amount, type, grade, supply system, replenishment cycle, viscosity and additives for bearings. They can also help select lubricants for bearings based on history, loading, speeds, sealing, service conditions, and expected life.
Manufacturers and distributors should also make detailed recommendations on storage, shelf life, delivery, filtration, and other precautions. And if any conditions change, even those that appear insignificant, the lubricant supplier should be consulted.

Excessive heat caused this bearing to seize
Mixing different grades and brands of greases or oils can be disastrous. Lubricants must be compatible to function properly over time. Because of significant chemical differences in thickening agents, base oils, additives, and other ingredients, some lubricants should never be mixed with others.
Before changing lubricants, qualify compatibility with lubricant suppliers. In some cases, it may require special testing. Before abruptly switching to a new lubricant or additive, allow for time to remove all old lubricant from the system. This is a good time to inspect the lines, connectors, distributors, pumps, and seals, and take needed corrective actions.
Once the lubricant has been selected and applied, always monitor it and the bearings for signs of trouble. Monitor bearing temperature continuously or at least periodically. If bearings are operating at more than 180°F, oil service life will likely decrease drastically, even with oxidation inhibitors.
Large particles wedged in the soft cage material created a groove
High operating temperatures can be caused by high ambient or process temperatures and by severe operating conditions that increase rolling-contact friction. Conversely, low ambient temperatures also challenge lubricants, thickening them and making them flow improperly. Check with bearing suppliers for the acceptable temperature range.
Bearing damage due to poor lubrication will usually follow these four stages:
• Discoloration or darkening of the bearing due to metal-to-metal contact, which raises temperatures. Discoloring on races and rollers is common. In mild cases, discoloration is from the lubricant staining the bearing surfaces. In severe cases, heat discolors the metal itself.
• Scoring or peeling of any kind indicates serious lubrication-related problems and requires immediate attention. Look for marks cut into the metal or the metal peeling away.
• Localized scoring is due to hot spots, breakdown of the lubricating film, and direct contact between components. In tapered-roller bearings, this can show up as scoring on the large end of the roller and guiding rib of rings.
• High localized heat or cumulative wear can alter a bearing’s geometry or mounted clearance so much that the bearing locks up, resulting in skewed rollers, a destroyed cage, metal transfer, loss of torque or power, and complete bearing seizure.
If bearings show any of these signs, consult with a technician or engineer to diagnose and fix the problem. In most cases, bearings must be repaired before using again.
Contamination by foreign particles also creates trouble for bearings. Even small amounts of dust, dirt, or debris can disrupt the oil film, damaging the surface of the bearing. Water is particularly damaging to lubricant. As little as 1% water in grease or oil can significantly shorten bearing life.
Proper seals are critical for guarding against contamination. The bearing manufacturer can tell you what constitutes a proper match between seals and application. They will need to understand equipment performance, assembly requirements, lubrication, shaft orientation, and other environmental factors. The type of seal, materials used, and mounting are also vital.
Here are some general suggestions for selecting and maintaining seals:
• Use seals suitable for the environmental and operating conditions.
• Install external shields or procedures to avoid debris buildup on and around seals.
• Routinely check radial lip seals for flexibility, hardening, cracking, and shaft contact.
• Look for leaks and replace damaged seals as soon as possible.
• Avoid purging excessive grease past lip seals. They can lose contact and effectiveness.
• Take care when using water, steam, or compressed-air sprays for periodic external cleaning. Many rotating seals cannot stand up to steam or high-pressure sprays. It is easy to damage seals and force contaminants into otherwise clean equipment.
• When taking apart large machinery, avoid lifting with chains, wire ropes, or dirty slings that can score sealing surfaces.
If rubbing surfaces are worn, resurface and grind them to original specifications for finish and diameter.
In addition, reduce contamination by following these three best practices:
1. When bearings are removed for inspection, wash and dry them. Then, before they are put in storage, coat them with oil or another preservative and wrap them in protective paper.
2. Routinely collect and test oil or grease samples. Ideally, they should have consistent properties. If they contain solid particles, determine their source and prevent further contamination.
3. Don’t rely on filters alone to prevent contamination. In harsh environments, where filters are under heavy demands, technicians need to plan for regular filter inspection and replacement.
Sand, fine metal from grinding or machining, and fine metal or carbides from gears can wear or lap rolling elements and races. Abrasive wear also affects other machine elements and accelerates seal wear, degrading performance. Some reasons why fine particles accumulate include improper cleaning of housings and parts, and ineffective filtration or improper filter maintenance.
Hard particles rolling through bearings can pit and bruise the rolling elements and races. Bruising raises metal around the dents, which act as surface-stress risers to cause premature spalling and shorten bearing life. Metal chips or large pieces of dirt remaining after machining due to improper cleaning can initiate early fatigue damage. The internal debris can come from worn gears, splines, seals, clutches, brakes, and joints, as well as improperly cleaned housings and damaged or spalled components.
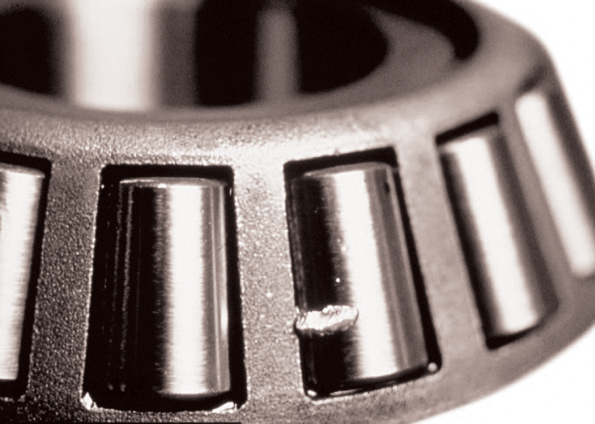
Hard particles such as chips and metal fragmen犀利士 ts can also get wedged in the softer cage material and create grooves in rolling elements. So called “grooving” leads to improper rolling-contact geometry and shorter service lives for bearings.
Moisture and water contamination leads to etching or corrosion in bearings. The surface finishes on races and rolling elements makes them susceptible to corrosion if not adequately protected. Etching is often caused by condensate collecting in the bearing due to temperature changes
or improper storage. Equipment left idle for long periods is also susceptible to corrosion, which can quickly lead to severe spalling.
Overload
Overloaded bearings are those operating beyond their rated design limits for load, speed, or temperature. The greater the overload, the more it shortens bearing life. It can also fracture bearing components.
While overloads can result from improper operations, they can also stem from mismatches between bearing and application. Warning signs of overload include noise and vibrations, rising temperatures, metallic chips in the lubricant and filters, and diminished performance. Another symptom of overload is fatigue spalling — pitting or flaking away of bearing materials. Spalling primarily affects a bearing’s races and rolling elements. Other indications include:
- Roller fracture.
- Peeling.
- Outer-ring subcase fracture.
- Hard lines or plastic deformation at the edges of the roller and nonribbed raceway contacts. These lines appear black and can be felt with a fingernail or sharp-tipped tool.
- Metal deformation into undercuts of ribbed raceways.

A spherical-roller bearing inner race has a fractured small rib caused by improper installation tools
Overloaded bearings must be repaired or replaced, or you run the risk of further damage and more-serious consequences.
Improper handling and installation
Technicians should use proper methods and tools when handling and installing bearings because the smallest dent or nick can undermine performance and reliability.
Many cases of premature bearing damage can be traced to improper storage. So until bearings are ready for installation, they should be stored in anticorrosive wrapping. If, for any reason, the bearing must be removed from its original packaging, apply preservatives and ensure parts are rewrapped.
During installation, technicians should use clean tools in a clean environment, and not wipe away any preservative on the bearing.
Avoid damaging bearing components, especially cages. They are usually made of mild steel, bronze, or brass, and can be easily damaged by improper handling or installation.
Recordkeeping is also important. Document all maintenance, noting the date, equipment model and serial number, bearing assembly and serial number (if applicable), and manufacturer. Include comments regarding housing or shaft reconditioning and other replaced components. These records can be essential when establishing trends in bearing performance, defining service intervals, and planning future maintenance. Records also form the baseline for troubleshooting equipment issues and bearing-damage analysis.
When removing outer races from housings or wheel hubs, careless handling can leave burrs or high spots in the outer race seats. If a tool gouges the housing seat, it will leave raised areas around the gouge. If these high spots are not scraped or ground down before the outer race is reinstalled, they will transfer through the outer race and cause corresponding high spots on the inner diameter of the outer race. This increases rolling-contact stress and can shorten the fatigue life, cause spalling or, in extreme conditions, fracture components. The immediate effect of the gouges and deep nicks can include roughness, and vibration and noise in the bearing.
Damage from improper handling, installation, or removal includes dented outer rings, fractured inner-ring ribs, broken ribs on outer race, roller-spaced nicking, and dents or depressions on raceways (brinelling). Each of these may be serious. Damaged components should be replaced or repaired after identifying the root cause.
Proper alignment during installation is important because a statically misaligned bearing will have a shorter life. How much shorter depends on the degree of misalignment. If misalignment is excessive, loads are not distributed along the rolling elements and races. Instead the load is concentrated on only some of the rollers or balls and races, potentially leading to fatigue. Abutting surfaces, the seats and shoulders, and corresponding fillets and undercuts are sized to support and transmit forces, and must be within the manufacturer’s specified limits.
Bearing setting includes assignment of free and mounted radial internal clearance (RIC), axial endplay, and, in some equipment, axial preload. Incorrect clearance can increase torque, stress, cage damage, and overheating.
Bearing damage on a large scale is less common today, thanks to improvements in design, education, and training of OEMs and users. Yet the need to understand key causes of bearing damage — and how to prevent them — is no less urgent. Take care to adequately lubricate, guard against contamination, avoid overload, and properly handle and install bearings. In doing so, you protect these essential components from damage, increase throughput, prolong service life, and save time and money.
Machine Design