Most rolling-element bearings are either ball or roller bearings. The roller bearing family consists basically of cylindrical, tapered, spherical, and needle bearings. Needle roller bearings are the smallest and lightest of the roller bearing family. That gives them specific advantages for certain applications, particularly those requiring reduced weight and space. The high roller length-to-diameter ratio helped give the bearings their name as well as their operating characteristics. Essentially, needle roller bearings have:
• Higher load capacity than single-row ball or roller bearings of comparable OD.
• The ability to handle a larger, more rigid shaft in a given application.
• Excellent rolling characteristics within a small cross section.
• Generally lower cost, especially for the drawn-cup type compared with machined versions.
Needle rollers
The most economical type of needle roller bearing is a full-complement of loose needle rollers assembled directly between a hardened and ground shaft and housing. Generally, hardened end washers provide axial location. This type appears in many applications such as those where a hardened and ground gear bore serves as the outer raceway.
When application requirements are met and assembly is not difficult, a full complement of rollers forms a bearing of small cross section and high load capacity. It is the lowest-cost rolling bearing per pound of capacity, and is of particular advantage where production rates justify automated assembly equipment.
Needle rollers come in several end configurations. Controlled contours have also been developed to reduce roller-end stress concentrations from misalignment or deflection of one or both raceways under load. Controlled contour refinement brings more uniform stress distribution and optimum bearing performance.
Common applications: U-joints, planetary gears, constant-mesh gears.
Drawn-cup needle roller bearings
For ease of handling and installation, drawn-cup needle roller bearings do as well as loose rollers but in a unitized assembly. The outer shell, which serves as the outer raceway, is accurately drawn from low-carbon strip steel犀利士 and case hardened. No subsequent machining is needed, making this bearing economical.
The turned-in lips of the cup provide mechanical retention of a full complement of trunnion-end needle rollers (photo). Also, these lips act as close-fitting shields and help retain lubricant and exclude foreign matter.
Full-complement drawn-cup needle bearing load ratings equal or exceed those of ball and roller bearings of comparable OD. Thin cross sections allow larger shaft diameters on which the bearings operate directly. The large number of contact lines formed by the loaded rollers suits this type well for static, slow rotating, or oscillating conditions.
Drawn-cup caged bearings share many characteristics with their full-complement counterparts, such as being wellsuited for use in housings of low hardness. Though they have less load capacity than full-complement bearings, they are better suited for high speed and shaft misalignment or load deflection.
Cage construction is what provides advantages for high speeds and slopes relative to the bearing centerline. The onepiece cage retains and guides the rollers with little effort and produces optimum roller stability.
Open areas of the cage enhance lubricant circulation and provide the grease storage space a prelubricated bearing needs. Optional integral seals help retain grease and exclude contaminants.
Common applications: general gearbox shaft supports, pulley supports, gear pumps, pilot bearings.
Needle roller & cage assemblies
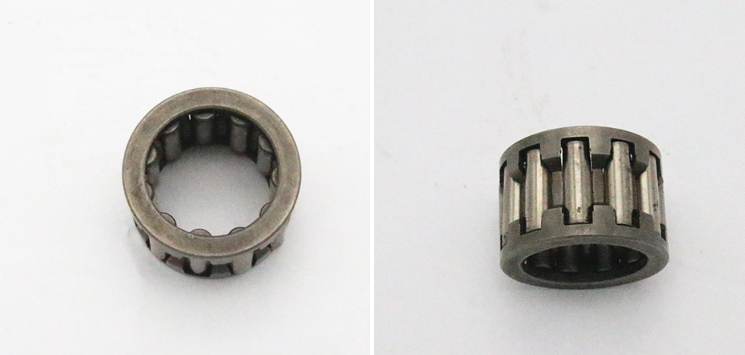
The caged assembly design assures good load distribution between rollers and raceways and provides control of operating radial internal clearances. It also has high-speed capability and tolerance to shaft misalignment or load deflection.
Because the assembly has a housing as its outer raceway and shaft as its inner raceway, practically the only limit to controlling clearance is the user’s ability to hold housing and shaft tolerances. These assemblies are well-suited to applications with high speed and low to moderate applied load, such as many highspeed planetary pinions.
Common applications: planetary gears, constant-mesh gears, idler gears, connecting rods.
Heavy-duty needle bearings
This bearing has a relatively thick, machined and ground outer ring. Compared with casehardened drawn-cup bearings, the through-hardened, one-piece, channelshaped outer ring can handle much more shock and overload. The substantial outer ring cross section permits mounting in a split housing.
With a cage to separate and guide the rollers, heavy-duty needle roller bearings can withstand high speed and misalignment. Some split designs permit assembly in inaccessible positions, such as on engine crankshafts.
Common applications: heavy machines, hydraulic pumps, steering gear.
Thrust needle roller & cage assemblies
Designed to carry axial loads in limited space, these assemblies use a hardened steel cage to hold a complement of needle rollers. Although thrust needle bearings usually take up no more space than a plain thrust washer, they provide superior frictional characteristics and a much higher load capacity.
If adjacent surfaces cannot be hardened to the proper hardness level of 58 Rc or equivalent, you can get separate hardened thrust washers in various thicknesses to get the necessary raceway qual ity. Thrust needle roller and cage assemblies can withstand high speeds and axial loads. They are widely used in automatic transmissions, where they provide low friction in limited space.
Common application: automatic transmissions.
Track rollers
These serve on cam-controlled or track-type equipment. The unit construction incorporates a thick outer ring to withstand heavy rolling and shock loads typical of such applications.
There are two basic designs for different mounting arrangements. The yoke type is for straddle or clevis mounting; the integral stud type, cantilever mounting. The stud’s ductile core provides toughness to resist shock loads. A screwdriver slot or hexagonal wrench socket in the stud head facilitates installation.
Some variations are fairly common. Many sealed track rollers have internal thrust washers of self-lubricating resin material. Crowned outer rings may be specified to alleviate uneven loading resulting from deflection or misalignment during mounting. Eccentric studs provide radial adjustment of the outer ring toward the track or cam surface at installation.
Common applications: mast rollers, machine ways, cam followers.
Airframe needle bearings
Although these bearings often serve elsewhere, they are designed to meet the specific needs of the aircraft industry in airframe applications. Unit construction includes heavy outer rings to support high static or oscillating loads. Bearing rings and rollers are of high-carbon chrome steel, and protective finishes are provided on most external surfaces.
Some types have a lighter cross section for mounting in housings. Others are intended to work as track rollers. Bearings for heavier rolling loads are wider and have two rows of rollers (photo). Selfaligning types are for use where alignment is difficult during assembly or where there is deflection.
Common applications: wing flaps and slats, pivot positions.
Variations
Manufacturers describe a wide range of standard needle roller bearings in their catalogs, and they offer common variations as well as special designs.
Seals. Radial needle bearings have many sealing options. Bearings may be ordered with one or two seals. These are typically lip-contact seals for light and constant shaft contact to get positive sealing and low drag. Most sealed bearings are prepacked with a general-purpose bearing grease.
Closed end. Bearings, particularly the drawn-cup type, may have one end closed to provide positive sealing in designs where the shaft need not extend beyond the bearing. The open end may also be sealed for additional protection from contaminants.
Relubrication provisions. Drawn-cup bearings may be furnished with a centered oil hole in the cup OD to facilitate relubrication. Heavy-duty types have a lubrication groove and oil hole in the outer ring OD. You can also get inner rings with lubrication grooves and holes.
Plastic cages. These are often used in special applications where loading and environmental conditions are known, offering a lower-cost alternative and improved performance.
Performance factors
It takes more than just selecting the right needle bearing to get the needed bearing performance. Several specific factors affect bearing operation, including lubrication, hardness and finish of raceway surfaces, and the housing.
• Lubrication — In general, oil lubrication is preferred. It permits higher speeds by acting as a coolant, removes some contaminants, and is easier to inject into the bearing load zone. Best methods are positive feed, oil splash, or mist.
When conditions require, bearings may be grease-lubricated. If possible, provide relubrication by means of a fitting in the shaft or housing, ideally through the stationary component.
Because caged bearings generally have more grease storage capacity, they can provide a longer prelubricated life where relubrication is impossible. In such applications, bearing life depends on grease life, and you must account for it in life calculations. Seals can help retain lubricant and exclude foreign matter.
• Raceway surfaces — Good bearing performance depends on raceway material and geometrical properties.
Hardness. A main advantage of needle roller bearings is their ability to use mating surfaces as inner or outer raceways, or both. Bearing load ratings typically are based on raceway hardness of 58 Rc or equivalent. If it is lower, the capacity of the bearing-raceway combination is reduced. Case hardening, induction hardening, and through hardening are all acceptable treatments. If the shaft can’t be hardened to 58 Rc, you can use separate inner rings. Locate them on the shaft with shoulders or snap rings.
Finish. Good raceway surface finish is essential in maintaining a good lubricant film between rollers and raceways. A rough surface lets high points penetrate the film and causes more rapid fatigue and eventual seizing. Inner raceway finish should be no coarser than 16 min. on the Ra scale, but better microfinishes can substantially raise life. For full complements of needle rollers or roller and cage assemblies, you’ll get best results if the outer raceway finish is finer than 16 min. Be sure raceway surfaces are free of nicks and scratches.
Geometry. The most desirable raceway surfaces for radial needle roller bearings are perfect cylinders. Any departure from the ideal can increase noise level and reduce bearing life. Therefore, roundness of shaft and housing should be held to half the recommended manufacturing tolerance, or 0.0003 in., whichever is smaller. Raceway taper can cause higher roller stress and lower bearing fatigue life. Perhaps even more detrimental is a condition where the raceway geometry results in nonuniform roller contact, such as that caused by poor surface straightness or surface imperfections. Also, rollers should not overhang the raceway surface. This may cause stress concentrations and early failure.
Generally, shaft slope relative to the bearing centerline should not exceed 0.0010 in./in. for full-complement bearings; 0.0015 in./in., caged bearings. Shorter bearings can better tolerate slope.
• Housings — Successful performance of drawn-cup needle bearings requires correct installation to ensure that the thin outer shell is properly sized and rounded. It is generally sufficient to press the bearing into position with a simple tool and arbor press. Ordinarily, axial location features are not required.
The housing section, if in steel or good quality iron, can be as little as 11/2 to 2 times the bearing section. For a light alloy housing, a similar section may suffice, but selection of suitably smaller housing bore dimensions is critical to proper sizing and rounding of the bearing.
Heavy-duty needle bearings are mounted in housings with a clearance fit if the load is stationary relative to the housing; with a tight transition fit, if the load rotates relative to the housing. Regardless of fit, locate outer rings axially with a housing shoulder and snap ring or other positive means.
Applications
The general design trend today emphasizes continued reduction in weight, space, and energy consumption. With their light weight and thin cross section, needle roller bearings provide a compact solution to frictional problems.
Their characteristic advantages are recognized particularly in the automotive, agricultural and construction equipment, and two-cycle engine sectors. Here, needle bearings are commonly used in transmissions (and other gearbox applications), torque converters, suspensions, U-joints, and auxiliary equipment.
Similarly, domestic appliances have needle bearings in transmissions, pump clutches, spindles, idler pulleys, and other locations. Portable power tools also benefit from the thin radial cross section to help keep weight low.
In a typical automatic transmission, for example, different needle bearing types serve many important functions. Full-complement arrangements of needle rollers and needle roller and cage assemblies are frequently used in bores of planetary gear sets. Drawn-cup caged needle bearings are mounted in chaindrive sprockets. Similar bearings are replacing bushings for improved efficiency in shaft support positions.
Thrust needle roller and cage assemblies are common between counter-rotating components or between a rotating component and stationary support. Typical applications sustain moderate to high axial loads generated between planetary sun gears and their carriers, or in torque converters between impeller and stator.
In general, these are unitized bearings consisting of the thrust needle roller and cage assembly and two special thrust washers used as raceways. They may incorporate other features to enhance or contain lubricant flow. Typically, such bearings are custom-designed to meet unique space restrictions and performance requirements.
One area now benefiting from needle bearings is the auto engine. Here, special needle roller bearings help reduce friction at key contact points within the valve train by replacing conventional bushings and sliding valve lifters.
Special needle roller bearings also serve at the rocker arm pivot position in some car engines. These bearings replace sliding bushings and help improve performance and fuel economy.
Advances in bearing-related contact stress analysis, surface finish definition, and manufacturing practices have expanded opportunities for these types of bearings. Geometric optimization of component profiles further assures customization to specific applications needs.
Machine Design