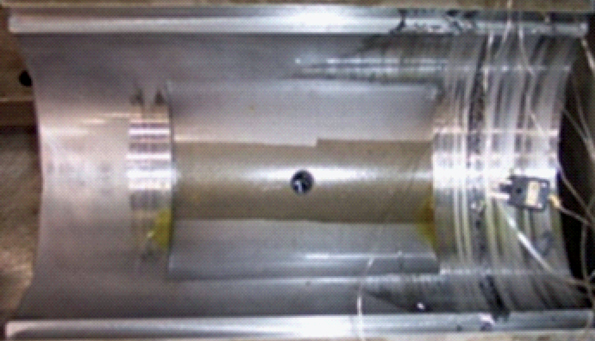
Scoring and wiping are two common causes of oil-film bearing failure. Scoring is characterized by circular parallel grooves on the bearing lining surface and are heavier at the load zone. Wiping results in the displacement of babbitt from one location to another.
If you see air-moving equipment, chances are oil-film bearings lie at the heart of centrifugal and axial fans. Serious damage can result to the entire unit should these bearings fail. Therefore, it’s important to identify and determine the causes of bearing failure to keep personnel and equipment safe and prevent costly repairs.
Oil-film bearings can fail in several ways. These include scoring, wiping, fretting, overheating, fatigue, and corrosion. In industrial fans, the two most-common failure modes are scoring and wiping. Both failure modes can be identified as circular parallel grooves on the bearing-lining surface. Scoring is primarily caused by contamination while wiping develops from displacement of the babbitt.
Scoring
The severity of scoring is influenced by particles size, bearing load, shaft-surface finish, and speed. The grooves associated with scoring are on the order of 0.001 to 0.040 in. width and depth.
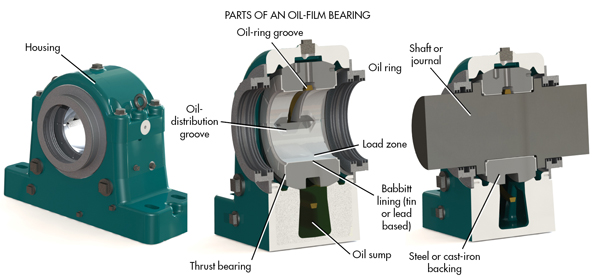
The grooves lie primarily over the load zone of the bearing. In oil-film bearings, a converging wedge of oil between the rotating shaft and the bearing lining surface creates hydrodynamic pressure in the lubricant film that keeps the surfaces completely separated. The oil-film thickness separating the parts is generally around 0.0004 to 0.004 in. depending on the bearing-operating conditions.
External or internal abrasive contaminants may find their way into the lubricating oil and travel with the oil through the bearing clearance, especially through the area where the minimum oil film is located. The lubricating oil recirculates continuously through the clearance during the bearing operation.
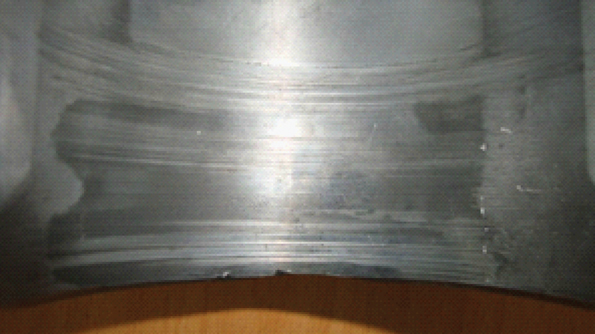
Circular, parallel grooves on the bearing-lining surface identify a common cause of failure called scoring.
Abrasive particles larger than the minimum oil-film thickness will either be embedded into the babbitt surface or pass through the oil-film gap causing wear or erosion. The continuous wearing and gouging of the babbitt surface that occurs when the particles are not embedded will lead to scoring.
Particles less than 0.0004 in. are usually smaller than the oil-film thickness and are not always considered harmful. During a full-film operating condition, these particles will travel between the shaft and the bearing-lining surface and be carried away with the oil. However, these smaller particles can generate wear during boundary lubrication conditions.
Generally, boundary lubrication occurs when the shaft is running at speeds less than the minimum speed required for a full oil-film development. This can happen, for example, during starts and stops. Boundary lubrication permits metal-to-metal contact and this is when smaller particulates will embed into the babbitt or abrade the babbitt material. Heavy-loaded bearings, with unit loads larger than 250 psi, are more likely to see abrasion from smaller particles because the heavy load will reduce the oil-film thickness. A thicker oil film lets larger particles flow through, thus reducing the damaging effect of contaminants.
Bearings running at higher speeds will also accelerate the abrasion process because of the increased number of times the particles circulate through the bearing clearance. If the contaminants are not filtered, or if the contaminated oil is not changed, they will eventually embed into the babbitt and form a harder lining surface, therefore, impairing the embedability of the babbitt material. This will lead to shaft scoring, as the larger particles try to move through the bearing clearance.
Sources of particulate contamination can be external or internal. External contaminants come from the surrounding environment such as fly ash, dust, or other industrial pollutants. They find their way into the lubricating oil if the housing seals are not adequate for the operating condition; or during bearing installation or inspection. If the source of contamination cannot be eliminated, the oil-change frequency should be increased; or an oil-circulation and filtration system added to continuously filter and recirculate the oil into the bearing.
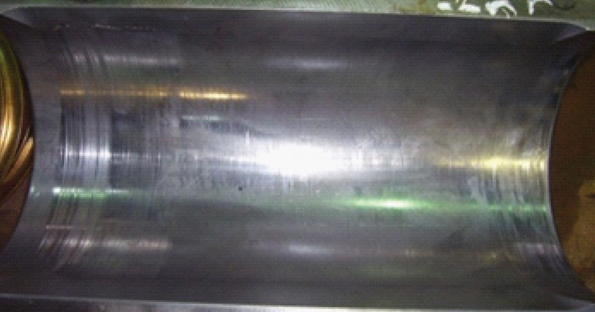
Excessive wiping occurs when there is a loss of lubrication.
In circulating-oil systems, filtered, pressurized oil flows into the bearing. The filter should be sized adequately to pass only the particles smaller than the predicted oil-film thickness. In addition to filtering the oil, an auxiliary high-performance, combined labyrinth and contact sealing system can be used to prevent the ingress of contaminants into the bearing.
Internal contaminants come from bearing-component wear, for example, iron particles from the spherical seats of the bearing liner and housing; babbitt wear generated during starts and stops; and copper particles from the oil ring rubbing against the liner. During installation, all bearing components should be thoroughly cleaned with manufacturer-recommended solvent and then flushed with the same oil to be used during operation. After the first two weeks of operation, technicians should drain, flush, and refill the oil to remove most internal contaminants left in the bearing during installation.
Another common cause of scoring is the installation of a new bearing liner on a damaged or previously scored shaft. A new liner running against a grooved shaft will lead to scoring. Before installing a new bearing liner, if a grooved shaft cannot be replaced, it should be polished to remove all the high spots and sharp edges. A surface finish of 0.000032 in. average roughness or better will attenuate the abrasion process.

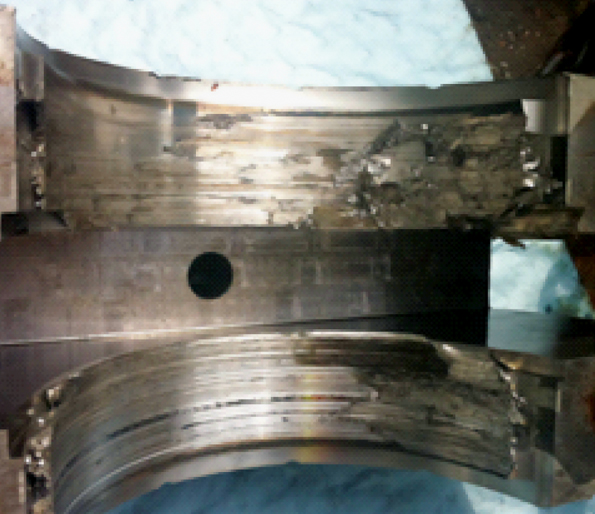
This thrust bearing shows wiping from overheating.
Wiping damage involves the displacement of babbitt from the load zone to another location in the bearing. The most-common mechanism that will cause wiping is the babbitt melting as a consequence of a direct contact between the shaft or thrust runner (also known as the thrust collar) and the babbitt surface. This happens when a temporary breakdown in the oil film causes boundary lubrication.
A less-common mechanism causing wiping is an excessive peak pressure developing in the oil film causing localized plastic deformation of the babbitt. The deformed material will then be pushed into the clearance and displaced by the shaft or thrust runner.
Conditions causing physical displacement of babbitt are encountered in bearings with insufficient clearance, misalignment, unbalanced loading, excessive vibration, excessive loading, or oil starvation.
A bearing with insufficient clearance will run hotter because oil flow through the bearing clearance is restricted, therefore limiting heat dissipation through the oil. This condition can also lead to bearing overheating. This problem is more prevalent in cold start-up where heat generated in the oil film may cause the shaft to grow more rapidly than the liner and bearing housing.
A displaced babbitt caused by excessive misalignment.
An elliptical bore profile bearing with the same vertical clearance as a cylindrical bore profile will have a larger horizontal clearance, therefore letting more oil flow easily through the bearing and increasing heat dissipation through the壯陽藥 oil. Bearings with elliptical bores run cooler and are less sensitive to thermal effects than cylindrically bored bearings. Constantly monitoring the bearing temperature can prevent costly downtime from overheating and wiping.
Misalignment will overload one side of the bearing and cause edge loading and pinching. With the oil squeezed out, metal-to-metal contact occurs, the babbitt will overheat, and eventually be displaced. In the case of a thrust bearing, misalignment will cause the runner to overload one side of the thrust bearing, leading to the same effect. Slight polishing on one side of the liner near the edge is normal as the babbitt material is designed to accept slight misalignment by conforming to the shaft. Severe wiping on one or both edges of the liner indicates a need for better alignment.
Another cause of edge loading is unbalanced load. This imposes a rotating dynamic force in the system which results in an offset bearing pressure center. This causes a jump-rope type lateral vibration of the rotor, which manifests into an alternating edge loading of the bearing.
Excessive vibrations may be induced from instability in the oil film. This is characterized by a circular motion of the shaft center in the bearing clearance in the direction of the shaft rotation. This type of vibration can generate impact loading and boundary lubrication leading to wiping. Bearing vibration should be monitored and trended for system reliability.
Edge loading appears when wiping is caused by an unbalanced load.
Wiping may also be caused by excessive loading, especially during starts and stops. Radial-bearing loads of 400 psi or higher are more likely to cause wiping during starts and stops. A hydrostatic-lubrication system is required at these loads to prevent boundary lubrication problems. Pressurized oil flows through channels and pockets into the bearing clearance to lift and support the shaft before the system starts or stops. Once the shaft reaches the speed necessary to develop a full hydrodynamic-oil film, then the hydrostatic-oil system shuts downs.
Another cause of wiping is oil starvation, which happens when the oil delivered to the shaft is insufficient to generate a full oil film. An oil-ring-lubricated bearing in low ambient temperatures may not deliver sufficient oil during start-up, which leads to boundary lubrication and wiping.
Wiping will manifest itself as bearing temperatures increase. This is due to the loss of bearing clearance caused by the displaced material previously discussed. If the cause is not identified and the problem resolved, the wiping process will continue until excessive friction causes seizure or catastrophic failure. A sudden spike in bearing temperature should always be investigated and corrective actions taken.
Machine Design